
Cameron has been a Schlumberger company since 2016; The Process Systems segment includes businesses that provide standard and custom-engineered process packages for separation and treatment of impurities within oil, gas, water, beside the aftermarket parts and services to the oil, gas and process industries. It markets its equipment under various trade names including Cameron, PETRECO, and NATCO.
Cameron industry-leading process technologies with competent operational knowledge and experience form a foundation to support you to implement solutions to their industry's evolving challenges. Fully and economically realize your hydrocarbon-to-market goals, ensure processing performance, and de-risk investment using their strengths in reservoir fluid characterization to optimize processing and separation technology selection using process pilot testing.
Oil Treatment
Gas Treatment
Water Treatment
Seawater Treatment
Cameron crude oil treatment technologies include multiphase separation systems, dehydration and desalting electrostatic treaters, and distillate treaters. Cameron uses these technologies—perfected over many decades—to provide solutions ranging from single-stage product applications to complete oil treatments to ensure your oil is cost-effectively delivered to specification.
https://www.slb.com/well-production/processing-and-separation/oil-treatment
Cameron SLB wide range of AC/DC electrostatic crude oil dehydration and desalting technologies provides increased influent flexibility, higher throughput, reduced energy consumption, and compact designs for topside applications. Engineered for reliability and efficiency, our solutions are provided to match your crude slate and output requirements and lower your OPEX over conventional treatment systems.
The NATCO DUAL FREQUENCY electrostatic treater uses both AC and DC power to provide significant process improvement, often more than 100%, over conventional AC electrostatic technologies. It uses our proprietary load-responsive controller—the NATCO LRC-II smart interface—and a three-phase high-frequency power unit to generate a customized electrostatic field that can be optimized for any crude oil. The treater can be delivered as a heater treater, providing heating and dehydration in a single vessel and eliminating the need for an externally heated heat transfer fluid. It can also be provided as a degassing treater, eliminating the need for a separate degasser. NATCO DUAL FREQUENCY treater reduces capex and opex through its higher treatment capacity, higher tolerance to wet crudes, and increased dehydration performance.

Petreco Bielectric HF Desalter
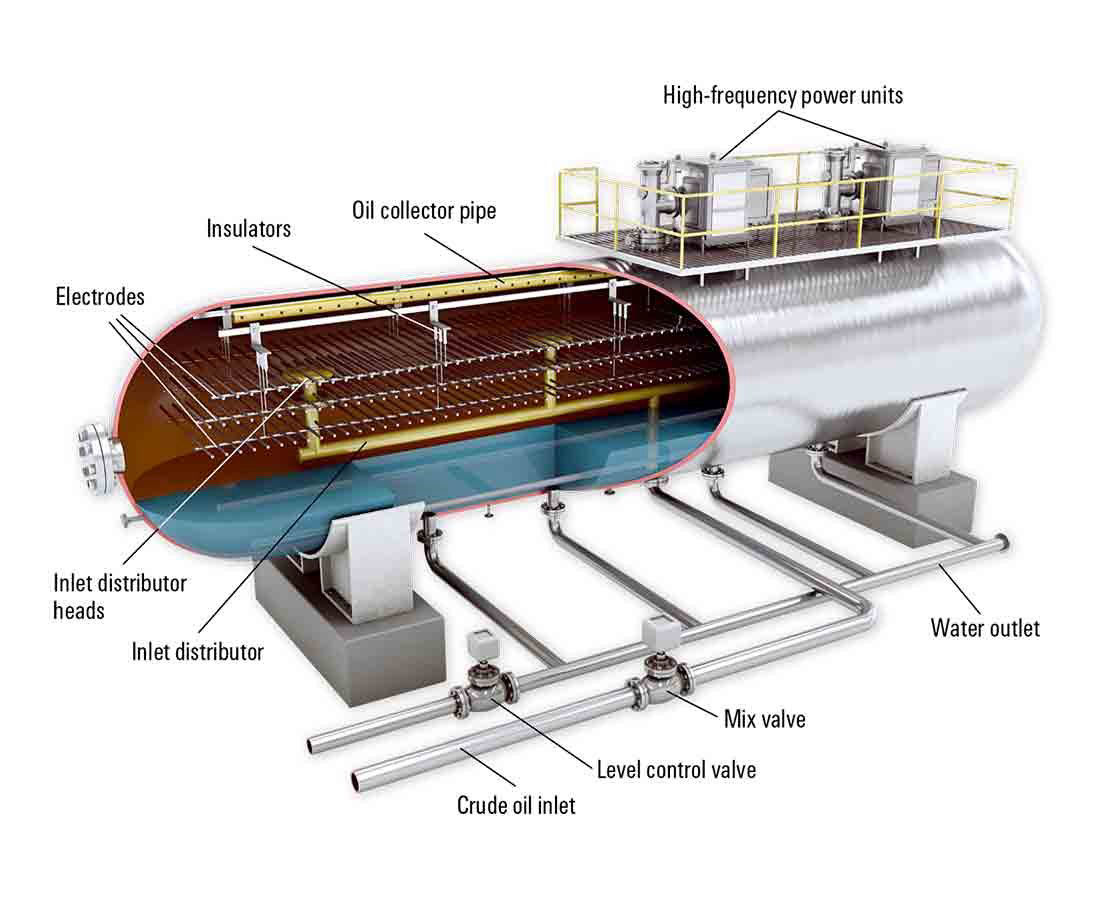
Desalt challenging crude slates such as low-API and conductive crude oil. The BILECTRIC HF desalter begins the desalting process by adding low-salinity washwater upstream of the mixing valve, generating a uniform mixture of small-size brine and washwater droplets throughout the crude slate. Next, the wet crude slate is spread between the electrodes by the unique fluid distribution system incorporating dual distributor heads. The rapid coalescence of the brine and washwater droplets in the high-voltage electrostatic fields between the three electrodes provides effective mixing and droplet growth. Finally, gravity settles the resultant water droplets in the desalter vessel.
NATCO DUAL POLARITY Electrostatic Treater
More efficient dehydration and desalting at lower operating temperatures, such that The NATCO DUAL POLARITY electrostatic treater outperforms both mechanical and AC electrostatic treaters in upstream crude oil dehydration and desalting applications and as a first-step desalter in refining operations. Using both AC and DC fields from a power unit that has become the benchmark for reliability in the industry, the NATCO DUAL POLARITY treater more efficiently coalesces water droplets, enabling it to run at higher throughputs than conventional electrostatic treaters. Other internal components, such as composite electrodes that resist solids loading and a high-flow distributor that improves vessel hydraulics, also support increased throughput while reducing maintenance and OPEX.
Cameron provides a complete range of multiphase separators engineered to your specific application. Customization ensures that the design will most efficiently and effectively separate inlet fluids into individual phases. Cameron multiphase separators are typically fitted with inlet devices to absorb the momentum of the inlet fluid and a series of internal baffles for proper fluid distribution.
There are inherent impurities in gas that not only accelerate the corrosion of pipelines and transmission control equipment but lower the heating value of the gas. These impurities must be removed prior to transmitting gas to a processing facility.
Cameron differentiating technology portfolio and expertise in process design and engineering provide the optimal gas treatment based on the parameters of your specific operation. When you're planning your next front-end engineering and design (FEED) study, we can help you make the most of your opportunity.
https://www.slb.com/well-production/processing-and-separation/gas-treatment
Acid gas treatment and removal technologies separate sour gases—highly corrosive CO2 and often deadly H2S acid gases—from saleable natural gas streams in a process known as gas sweetening. Once removed, the CO2 and H2S are usually vented in low concentrations, flared, and then reinjected or otherwise properly disposed of. Larger concentrations of CO2 are recovered and repurposed for enhanced oil recovery applications.
Amine Gas Treating Systems
Custom and standard amine gas sweetening systems remove CO2 and H2S, resulting in gas with <2-mol% CO2 and <4-ppm H2S. Efficiently removing CO2, H2S, and mercaptans makes the gas suitable for transportation and use.

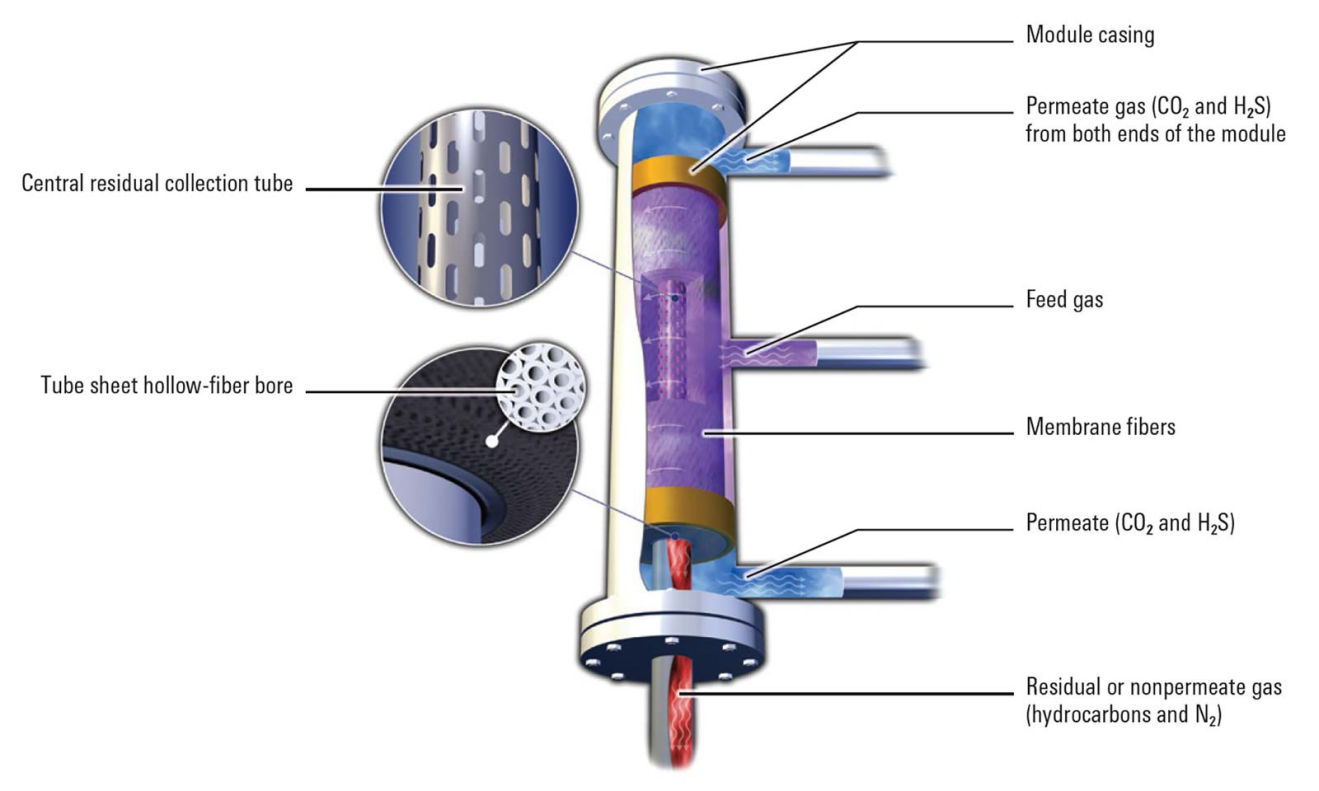
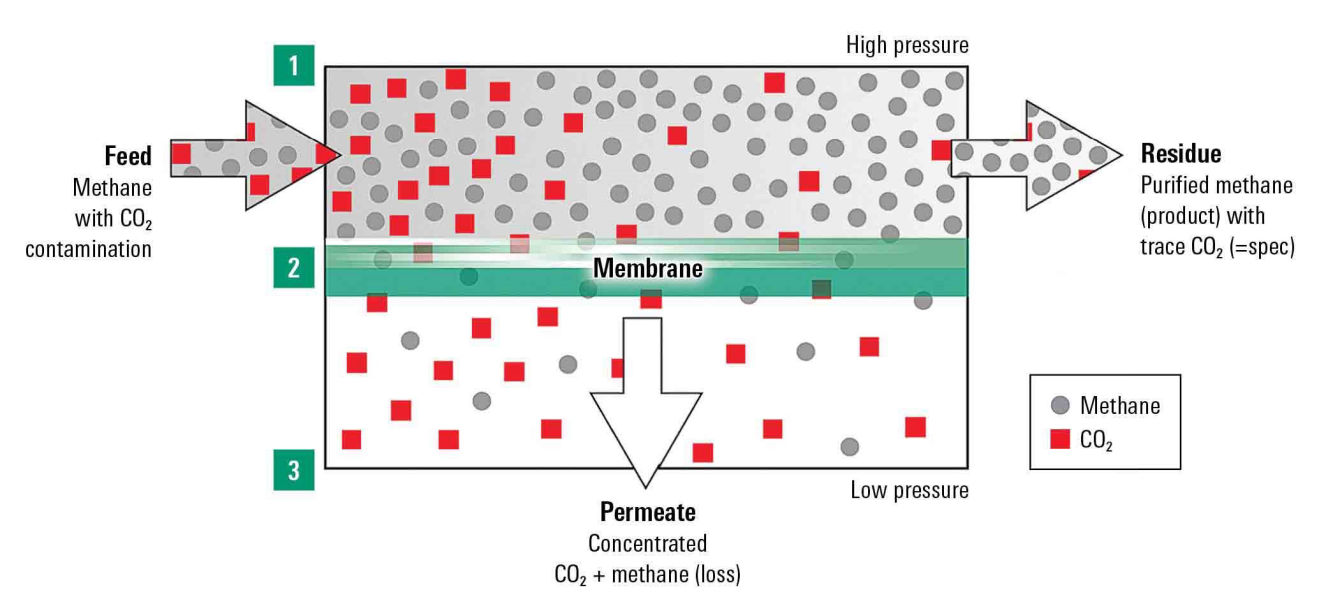
CYNARA: Acid gas removal membrane systems
CYNARA acid gas removal membrane systems efficiently and selectively permeate acid gases to separate them from produced gas streams that contain 5- to 95-mol% acid gas.
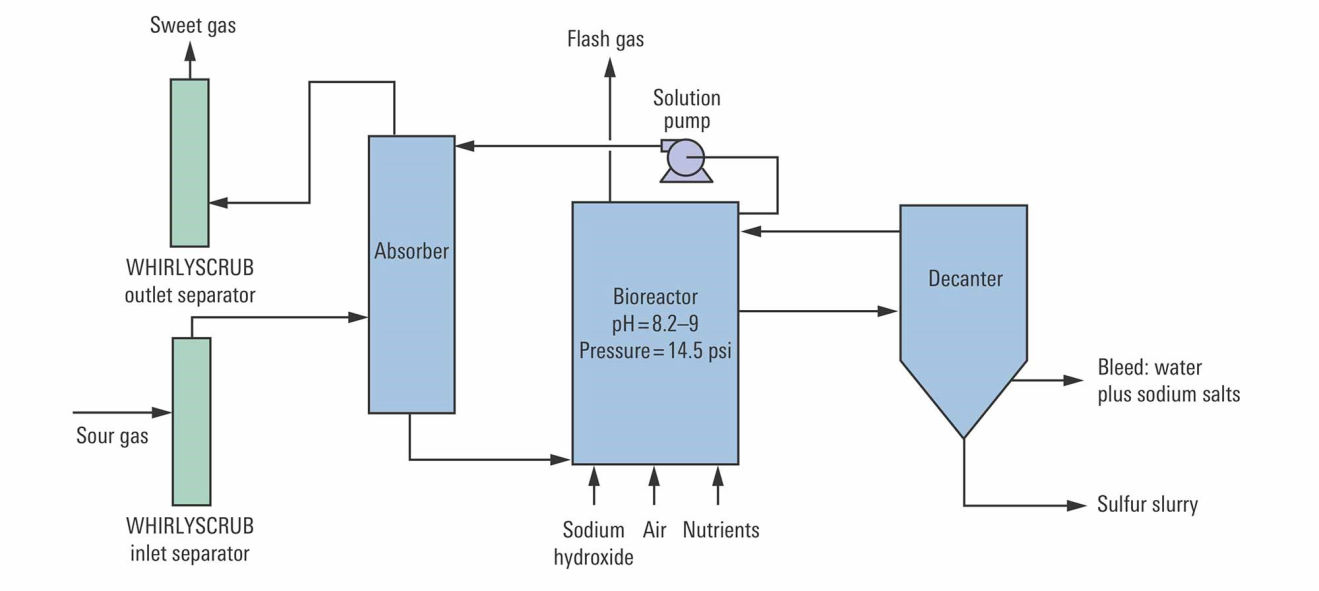
THIOPAQ O&G: Bio-desulfurization system
The THIOPAQ O&G bio-desulfurization system uses nonhazardous, naturally occurring, and self-regulating bacteria to convert H2S in a produced gas stream to manageable solid elemental sulfur that can be used in a variety of agricultural applications or disposed of in a landfill. This addresses two goals: environmental stewardship and positive economics.
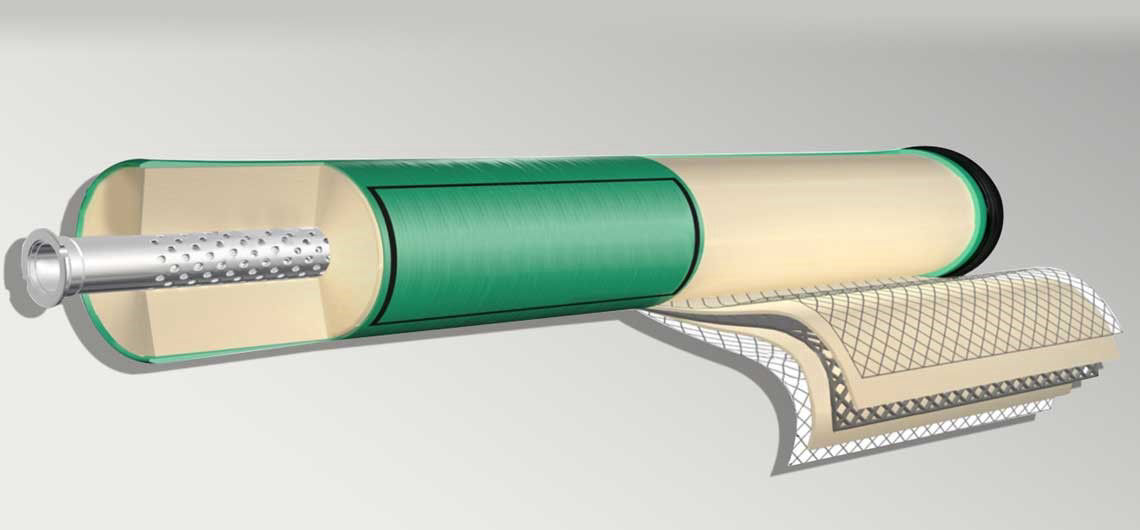
Apura: Gas separation membrane
The Apura gas separation membrane is a durable, spiral-wound, multilayer composite membrane. It is ideally suited to seamlessly replace traditional cellulose acetate (CA) spiral-wound elements for acid gas removal to meet pipeline transmission specifications.
The Apura gas separation membrane is a durable, spiral-wound, multilayer composite membrane. It is ideally suited to seamlessly replace traditional cellulose acetate (CA) spiral-wound elements for acid gas removal to meet pipeline transmission specifications.
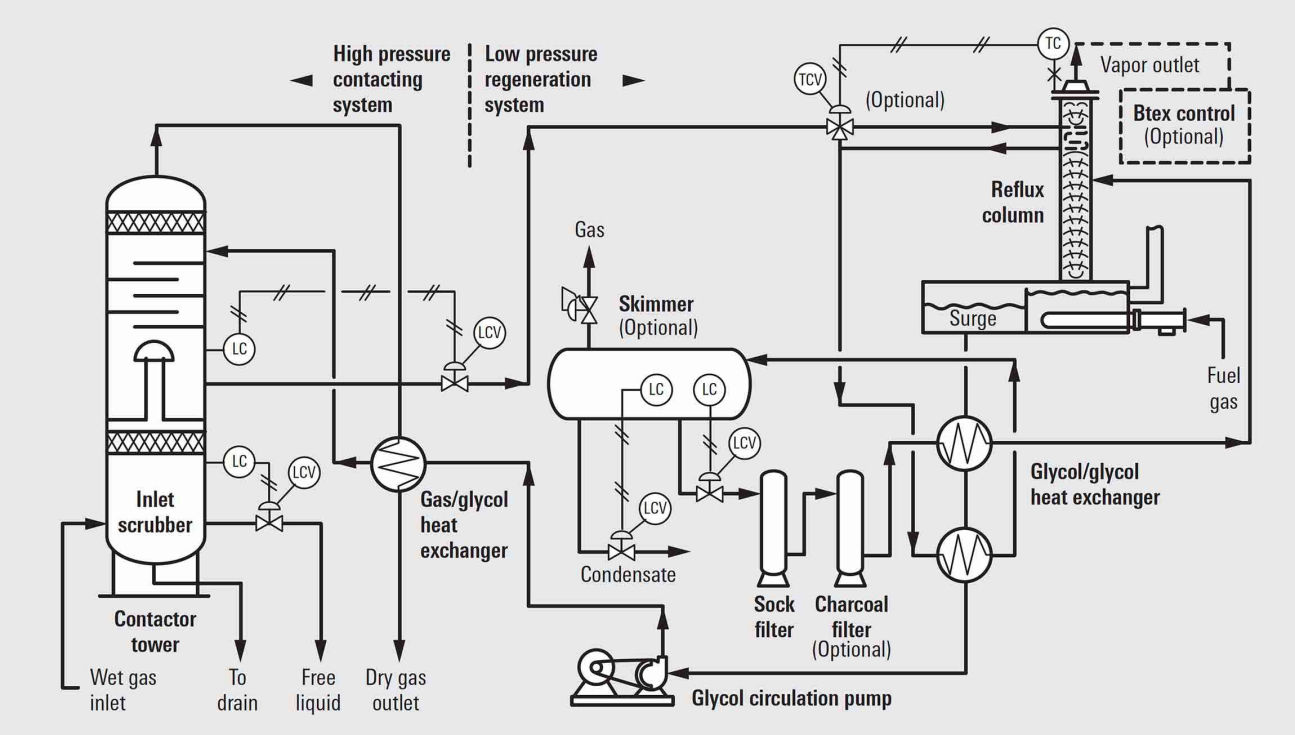
Cameron SLB Process tri-ethylene glycol dehydration systems are among the most widely used in the oil and gas industry because of low operating costs and relatively low capex. Glycol dehydration systems are not only efficient at removing water from a natural gas stream, they also remove benzene, toluene, ethylbenzene, and xylene (BTEX) as well as other volatile organic compounds (VOCs).
Minimize MEG deterioration and losses and reduce operating and environmental costs:
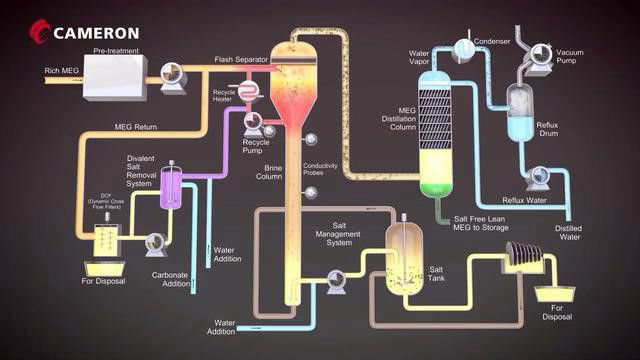
Monoethylene glycol (MEG) is one of the most commonly used reagents for hydrate inhibition in production pipelines. It is recovered and reinjected to minimize the operating and environmental costs associated with MEG replacement and disposal.
PUREMEG MEG reclamation and regeneration systems not only regenerate the MEG by boiling off the pipeline water, they also remove salts and other solids to achieve the required outlet glycol purity. Dissolved salts in formation water, pipeline production chemicals, and pipe scale all have the potential to scale or foul both subsea and topside processing equipment. This MEG recovery system is an essential component of pipeline flow assurance.
Efficient and effective water treatment is the cornerstone of a water management process that meets regulatory guidelines and HSE requirements and helps manage long-term water-related capex and opex. Our water treatment and management solutions range from bulk oil removal to polishing for reinjection. A broad portfolio of industry-leading technologies and engineers with global experience enable us to design customized water treatment systems that deliver reliable performance throughout the life of your project.
https://www.slb.com/well-production/processing-and-separation/water-treatment
Portable systems for treating drilling wastes offshore Conventional slop water treatment methods involve shipping waste to shore for treatment and disposal. This process increases exposure to HSE risks and can still cost thousands of dollars per cubic meter of slop. Shipping to shore also requires thorough cleaning of the vessel tanks after offloading, which adds to costs and the overall volume of waste.
The ENVIROUNIT offshore slop water treatment system provides a rig-based, compact, and modular solution for treating and recycling slop water. The proprietary four-step treatment process reduces overall waste volume by more than 90% while simplifying logistics and saving considerable time and costs over conventional methods.

PETRECO HYDROMATION Nutshell Filter
Chemical-free filtration with renewable nut shells, such that a proven, highly efficient separation system, the PETRECO HYDROMATION nutshell filter provides high throughput for purification of oily process water and industrial wastewater while delivering operational reliability with a >99% annualized online performance history. HYDROMATION filters are the ideal solution for removal of suspended solids and oil from produced water before discharge into the environment or reinjection. They remove 95% to 99% of suspended solids and 90% to 99% of insoluble hydrocarbons without the use of chemicals, providing oil discharge levels of 5 ppm or less.

CYCLOTECH B Series Deoiling hydrocyclone technologies
Balancing efficiency and throughput capacity in a reliable, wear-resistant separation solution. Deoiling hydrocyclone technologies represent the state of the art in produced water treatment, optimizing the critical balance between oil-removal efficiency and throughput capacity. Achieving this balance yields peak separation in the most cost-effective and space-efficient manner. These technologies have a global track record in onshore and offshore facilities. Having no moving parts, CYCLOTECH B Series hydrocyclone technologies achieve liquid-liquid separation using a pressure drop across the unit. Their liners are manufactured from a range of wear-resistant materials, including tungsten carbide or reaction-bonded silicon carbide. An advanced ceramic that extends wear life up to 10 times beyond a standard duplex stainless steel liner is also available.
MYCELX RE-GEN Advanced water treatment media
MYCELX RE-GEN advanced water treatment media is a proprietary, back-washable media used for produced water, oily wastewater streams, and process water. Coated with a patented polymer, the media economically removes oils and suspended solids down to five um with 95% single-pass effectiveness and without the use of chemicals.
MYCELX RE-GEN media can function as a primary or secondary treatment option for oil and solids removal. Influent water quality, discharge requirements, and the end use of the treated water dictate the treatment system design. Process and cost savings such that for chemical enhanced oil recovery (CEOR) applications, polymer- and chemical-laden water that has been treated with MYCELX RE-GEN media can be recycled for reuse in the injection field and, in the case of polymer, with no viscosity loss across the system. Little if any of the water-soluble enhanced oil recovery (EOR) products are caught while the media removes oils and solids. In thermal EOR, trapping the oil and solids before sending the produced water to a softener generates process and cost savings.

Rendering seawater suitable for use in hydrocarbon production where oil and gas facilities use seawater for a variety of applications, including EOR, equipment cooling, fire suppression, potable water generation, and desalter operations. Prior to its use, seawater must be suitably treated for bio-foulants, dissolved oxygen, and suspended or dissolved solids.
https://www.slb.com/well-production/processing-and-separation/water-treatment